


3Dプリンターで作成した樹脂型で、金属の鋳造を!?
やりました。
突然ですがこんにちは、YAMテクニカルチームのSです。
詳細については以下の本文を読みましょう。
最初に断っておきますが、この記事はワックス素材を3Dプリントしてロストワックス鋳造する記事…じゃないですよ。
3Dプリントしたのは『型』の方です。
(今回使用した3Dプリンタにはロストワックス鋳造用の素材(2種類)もあるんですけどね)

また、「チタン」「ステンレス」「銅」といった融点が高い金属での鋳造の記事でもないです。
やはり樹脂型なので高温に対する限度があるので、融点が低めな金属が対象になってしまいます。
また、こちらの記事を読み、自分でもやってみようという方は、様々な危険な事項があるので、自己責任での実施をお願いします。
私はその道のプロの人では無いため、時間を費やして下調べを行った上で、全て自己判断で行なっています。
気づかぬ部分で危険な行為となっている部分がある場合がありますので、あしからず。
目次
1. 使用した3Dプリンターとマテリアル
2. マテリアルの耐熱性について その①(熱可塑性樹脂編)
3. マテリアルの耐熱性について その②(UV硬化性樹脂編)
4. 鋳造に使用した金属
5. 鋳造のやり方
6. 鋳造結果
7. 最後に
1. 使用した3Dプリンターとマテリアル
今回しようした3Dプリンターは、Formlabs社のLFS方式(※)3Dプリンター:Form 3です。
※光造形SLA方式の親戚のような方式
使用するマテリアルは、液体である「レジン」となります。レーザー光を使ってレジンを固めていき、造形します。
詳しいことは、こちらの記事(3Dプリンターの使い方を知る-Part 1.3Dプリンターの基本から失敗回避方法まで)で勉強しましょうね。
マテリアルであるレジンですが、Form 3で使用できるFormlabs社のレジンを使います。
Formlabs社のレジンには、例えばABS樹脂の物性を再現したものなど、機能性が付与されているマテリアルがあります。
今回、Form 3を使用する理由は、弊社の販売事業で取り扱っているかr…ではなく!
耐高温マテリアル(2種類)があるからなのです!
今回は、耐高温マテリアルであるRigid 10Kレジンを使用して樹脂型を作成し、鋳造を行いました。
もう一種類のHigh Tempレジンですが、HDT(後述)がRigid 10Kレジンより高いというメリットがあるものの、造形物の剛性が落ちるため、今回の実験では使用していません。
↓参考データシート ※Formlabs社ウェブサイト内資料
上記データシートを見て
「一番高い温度で218°Cか、耐高温マテリアルならFDMのPPEKマテリアルでいいのでは?それでは金属鋳造なんて無理でしょう?」
と思ったアナタ、ちょっと待ってください。
その温度(218°C)はHDT(熱たわみ温度)なのです。
2. マテリアルの耐熱性について その①(熱可塑性樹脂編)
3Dプリンターの樹脂マテリアルの質問として、「何°Cまで耐えられるか?」というものよく挙がってきます。
耐熱の話については、ちょっとした記事が作れるかもしれないので、将来YAMで記事が作成されると思います…弊社の誰か頑張って!任せましたよ!
閑話休題
一般的にイメージされるFDM(熱溶解積層)方式では、主に「熱可塑性樹脂」がマテリアルとして使用されます、熱が加わると変形しそうな名前してますね?
ex)ABS、PLA、PETGなど
プラスチックを大別した場合、2種類に分けられますが、その片方が「熱可塑性樹脂」です。
FDM方式の3Dプリンターが動作してるところを見た事がある方は、マテリアルが吐出されるノズル部分で材料を熱で柔らかくして積層していることをご存知ですね。
例えばPLAでは、ノズル温度が200℃くらいに設定されていることでしょう、その温度ではPLAは”溶けて”います。
造形物も例外ではなく、その程度まで温度が高くなると既にふにゃふにゃなので…
そのため、各素材のいわゆる「耐熱温度」というやつは、大概ノズル温度よりかなり低くなっています。
耐熱温度が220℃程度以上無いと、今回鋳造した金属(ホワイトメタル等)の鋳造はできないのです。(やっと鋳造の話が!)
…?
Rigid 10Kは218℃では?PEEKでもいいのでは?
次で光造形でのマテリアルの熱耐性についてお話ししましょう。
PEEKでの鋳造については、溶かす金属の温度調整次第でできなくは無いかなと思います。
筆者は試していませんけれども。
3. マテリアルの耐熱性について その②(UV硬化性樹脂編)
光造形方式で使用するレジンですが、こちらでの造形物は「熱可塑性」の樹脂ではございません!
「UV(紫外線)硬化性樹脂」となります。
UV硬化性樹脂は、プラスチックの分類的に「熱硬化性樹脂」に近いものになります、こちらは熱によって硬化しそうな名前をしてますね?
熱硬化性樹脂は、一度硬化してしまうと、冷ましてから再度熱しても柔らかくなりません。
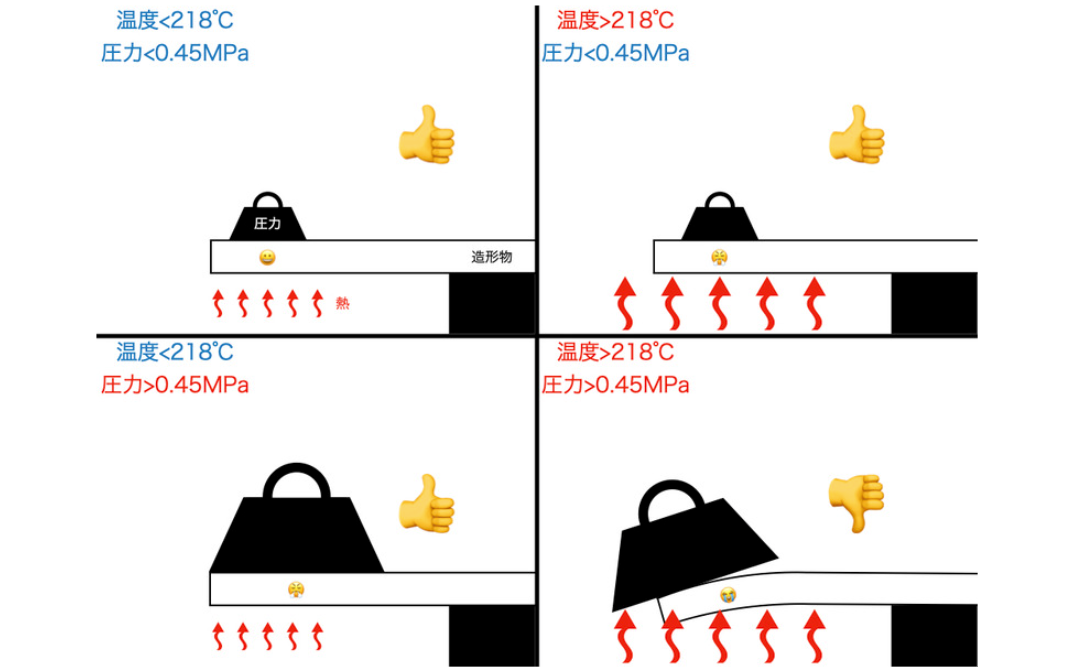
Form 3での造形物の場合、かなりの高温で熱した場合に力を加えると変形します。
Formlabs社は、この
「熱した状態で圧力を加えたときに歪む温度」:HDT(熱たわみ温度)
をデータシートに記載しています。
Rigid 10Kレジンの218℃というのは、
その温度下で0.45MPaの力がかかったとき、変形が起こる
ということを指しています。
なので、
圧力をかけない場合での純粋な耐熱温度というのは、もっと高いのではないか?
という耐熱性の検証も兼ねて鋳造を行ったのです。
4. 鋳造に使用した金属
読んでくださっている皆様が一番気になっている部分だと思います。
融点が低いものから購入して実験していきます。
余談ですが、Rigid 10Kでプラスチックの射出成形も実験しているので、218℃付近で型が熱によって崩れないことは確認済みです。(いずれ記事を作るかもしれません)
今回鋳造したのは、
ホワイトメタル 2種
ビスマス
亜鉛
の3種類です。
このあたりは、某大手ネット通販サイトでも買えてしまうのです。
融点と購入難易度、人体への影響で選定しています。
他の低融点金属で手に入らなくないものでいうと、ガリウムは体温でも溶けるので実験しなくていいでしょう、値段も高い。
はんだは融点がホワイトメタルくらいなので、実験しなくてもいいでしょう。
鉛は人体に害があるので…
ホワイトメタル 2種

ホワイトメタルは、スズ(Sn)か鉛(Pb)をベースとした合金です。
混ぜた金属の組成で1~10種に分けられているようです。
今回使用したホワイトメタルは、スズベースの2種となります。
鉛が入っていない鉛フリーなので、こちらを使用しています。
ホワイトメタルを2種類鋳造したのではありません、念のため。
融点は、220~240℃程度です。
早速Rigid 10KのHDTを超えている!
使用用途としては、主に滑り軸受けに使われるそうです。
ビスマス

Bi。
融点は、271℃程度です。
金属だったり半金属と言われたり分類に諸説があるようです。
骸晶を作る実験が有名ですね。
整腸剤の原料でもあるようですね。
亜鉛

Zn。
融点は、419℃程度です。
グッと温度あがりましたね、大丈夫なんでしょうか?
ダイカストされたものが工業分野等で普通に使われていますね。
Rigid 10KでのHDTのことを考えると、樹脂型でダイカストまでやるのは恐らく難しいかと思います。
電池やめっきなどにも使われていますね。
5. 鋳造のやり方
ガスコンロの上にステンレス鍋(今回はカップ)を置き、そこに材料を入れ火にかけて溶かし、樹脂型に流し込みます。
火傷しないように必ず耐熱グローブなどを使用しましょう。
火傷は見た目軽そうでも油断はできません。


ビスマスまでは、ガスコンロの代わりに灯油ストーブ等の天板に鍋を置いて代用できる場合があります。
ストーブの天板の温度は、200~300℃くらいになっているようです。
初期テスト時は、ホワイトメタルはストーブの上に鍋を置いて溶かしていました。
溶けるのが遅かったので、結局コンロに切り替えましたが。
金属の温度が正確にわかるような温度センサは用意できなかったので、十分に溶けたら流し込みます。
なので、
ホワイトメタルの時点で、確実に220℃より温度が高い溶けた金属が樹脂型に流れ込みます。
溶け始める温度が融点なので、加熱を続けている溶けきった金属は融点よりも高温になっています。
FDMで鋳造用樹脂型の作成が無理そうに思えてきましたね?
型は、次のようなものです。
何種類か作ってますが、ここで挙げるのは一種です。
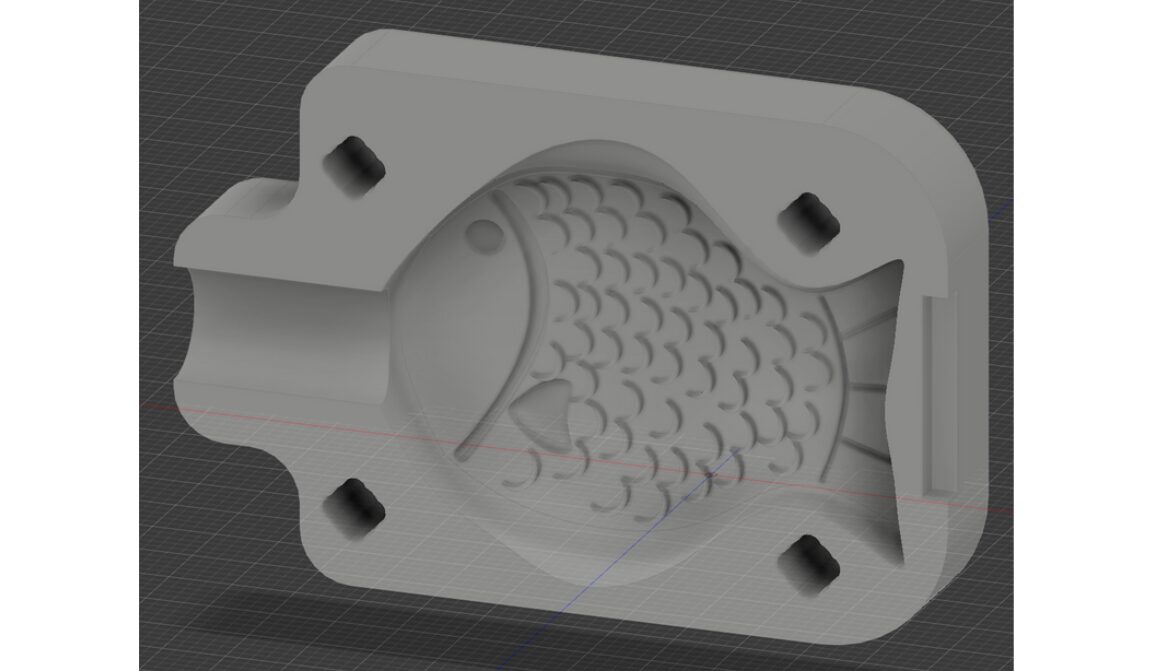
魚はたい焼きの型など、型側で金属の形になることが多いので、たまには成型品側にしてあげましょう。(?)
鱗部分が細いですね。
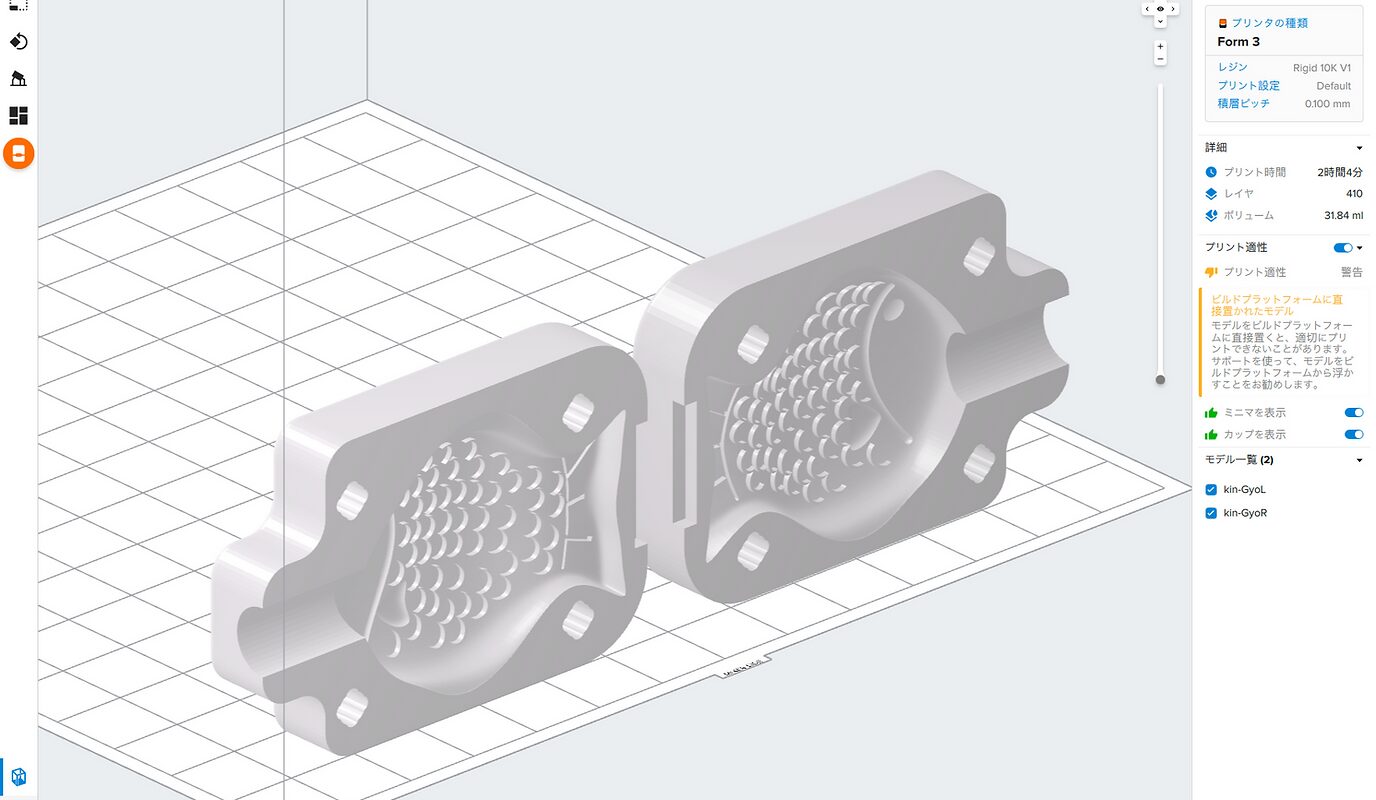
造形時間ですが、出力する方向付けや配置にもよりますが、この型は2時間程度(スライサーソフトウェア談)となります。
洗浄と二次硬化、追加の加熱があるので、造形後数時間程度後処理に時間がかかります。
サポートを付けなくてもいいように設計しているので、サポートは付いていません。
筆者はサポートを付けなくても造形できるような設計を心掛けています。
サポート除去面倒なのでね。
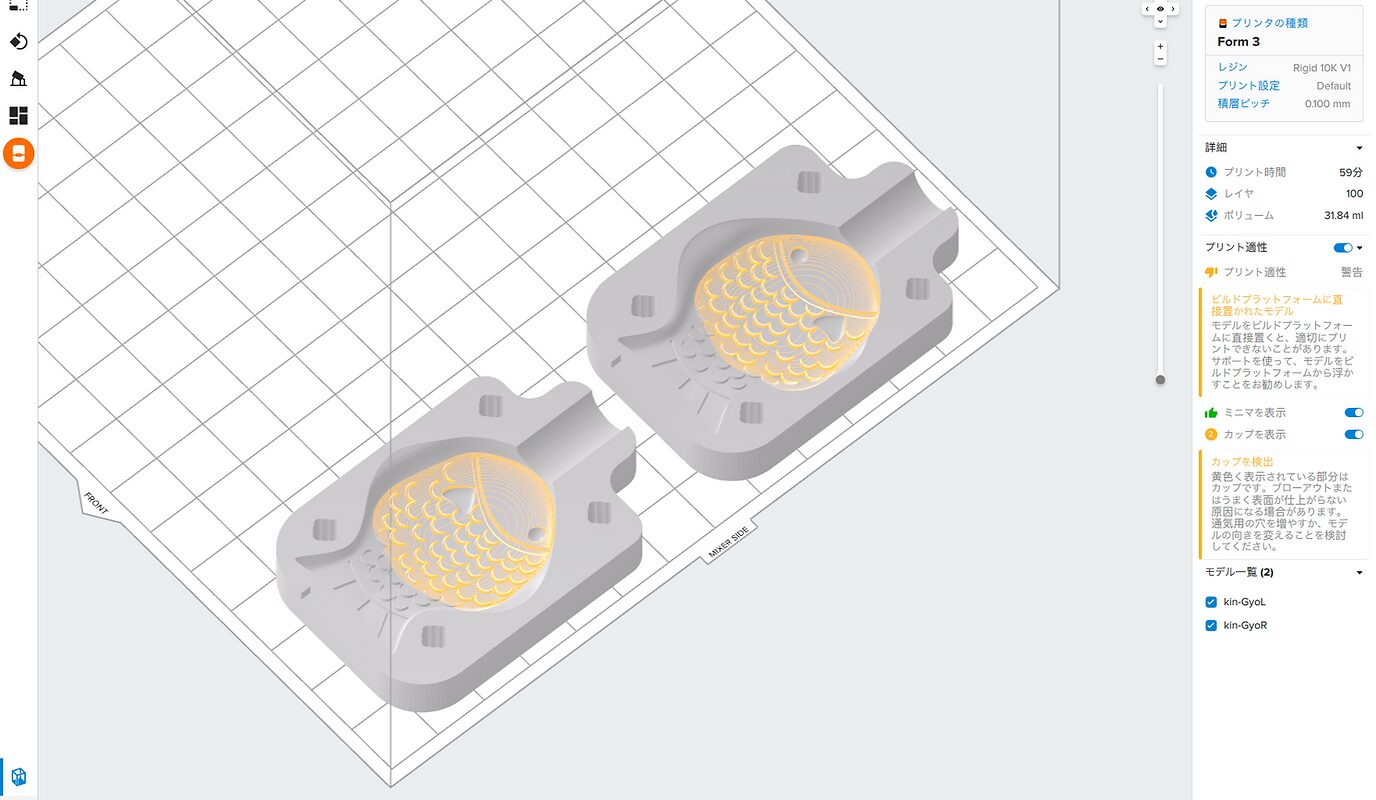
ちなみに倒して造形すると1時間切るようです、ビスマスの方はこちらパターンですね。
今回の場合は、この方向付けはあまり好ましくありませんが。
6. 鋳造結果
結果の写真達です。
ホワイトメタル

金色っぽい色ですね。
ひけてしましましたね、結構鋳造難しいです。
やり直す機会があれば画像あげ直します!(ほぼ確実にやらないやつ)
ビスマス

成功しております、冒頭の画像でネタバレしていますけれども。
時間経つと赤みがかかります。
積層痕もちゃんと出ています!
倒して造形するからこういうことになる。
造形方向は大切。
亜鉛

こちらも成功。
シルバー!
かっこいい!
なお時間が経つと酸化して黒ずみました。
7. 最後に
どれも鋳造自体はできていましたが、細かい部分で鋳造不良が見られました。
型の設計、鋳造のテクニック等の問題かなと思っています。
どのくらいの精度が出ているかは、上記を改善してからですね。
ちなみにですが、型は1回鋳造すると使い物にならなくはならなかったです。
複数回の使用が可能です、どのくらい使用できるかは不明ですが。
また、離型剤等使用しなくても、離型もスムーズに行えます。(鱗部分がたまに持っていかれましたけれど)
100万円以下の3Dプリンターで金属鋳造の試作ができてしまいます。
型の造形時間も、数時間〜1日程度でできます。
魅力的に感じませんか?
「亜鉛まで成功しているのに次の金属はやっていないの?」と思われている方、これには理由があります。
溶かした亜鉛を樹脂型に流し込むと、明らかに体に悪そうな異臭がしました。
好奇心旺盛な光造形機をご使用の諸賢は、はんだごて等で造形物を熱したことがあるでしょう、そのときに出る煙のような匂いですね。(※この文を読んだからには、絶対に試さないでください。少なくとも頭痛など、体調に支障をきたします。)
耐熱性ではない部分で問題が出てきました。
そのため、実験はここで
なんと終わりません!
もうちょっとだけやる予定です。(公開できたら嬉しいです)
Rigid 10K君もまだ耐えられるでしょう。
効くか分かりませんが、ガスマスク買ったので。
細心の注意を払います。