


光造形方式3Dプリンターの基本〜大原則まで
こんにちは、YAMテクニカルチームです。
今回は光造形方式 – Stereo Lithography(以下SLAと呼びます)3Dプリンターの原理や運用・活用方法について解説します。
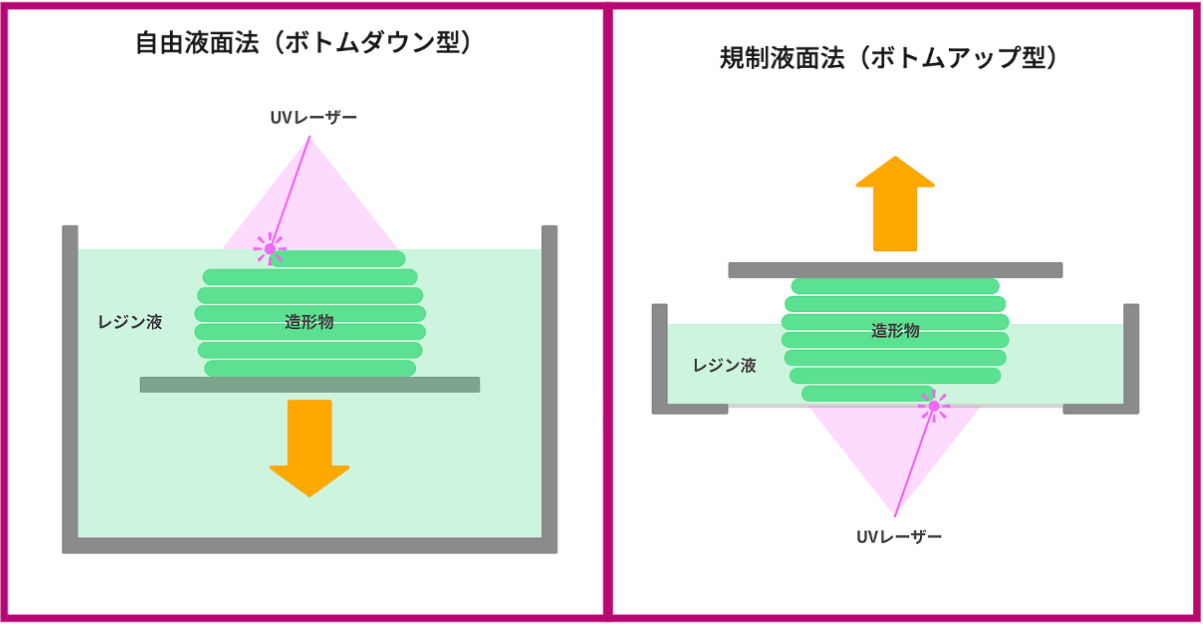
SLAの中にも、”自由液面法”と”規制液面法”という主に2種類の方式があり、今回は比較的認知度の高い”規制液面法”中心の説明となることをご了承ください。
1.光造形方式の基本原理を知る
ものづくりをするうえでは製造方法を理解し、物理的に不可能(または無茶)なものをできるだけ避けることで、効率よく製品開発が進んでいきます。これはどの3Dプリンターにおいても同様です。
例えば建築物をつくる際、射出成形用の設計技術をそっくりそのまま使おうとは思いません。いま既に「建築物をつくる際、射出成形用の設計技術をそっくりそのまま使う〜」という文が意味不明な雰囲気を醸し出していると思います。
どの工作機械にも設計やデータ作成の作法があり、機械の基本原理を知る必要があります。
今回はSLAにフォーカスした記事となります。
1-1.材料について
光造形は光硬化樹脂を材料とします。紫外線光で固まる樹脂です。成分としてはエポキシ系樹脂、アクリル系樹脂、光重合開始剤、フィラー、顔料などが配合されたものです。耐摩耗性と耐候性は全体的に弱いですが、耐熱材料や高強度材料、ゴムのように柔らかい材料などバリエーションの豊かさが特徴といえます。
1-2.造形の方法について
液体の光硬化樹脂をタンクに溜めて、そこに紫外線光を照射し、ビルドプラットフォーム(造形物を固定しておく土台)に張り付くように固め、積層していきます。自由液面法と規制液面法という2種類のものがあり、自由液面法では大型(メートル級)造形物を造形するマシンがあります。規制液面法ではマシンを小型化できる特性を生かし、卓上サイズのマシンが開発されてきました。
その他造形方式の概要はこちらにも掲載しております。
https://www.yam-kyoto.com/printing-process
1-3.単素材での造形
光造形方式では、造形中に異なる素材を混ぜて造形することは難しいため、造形物本体からサポート材まで全てすべて単一の素材となります。
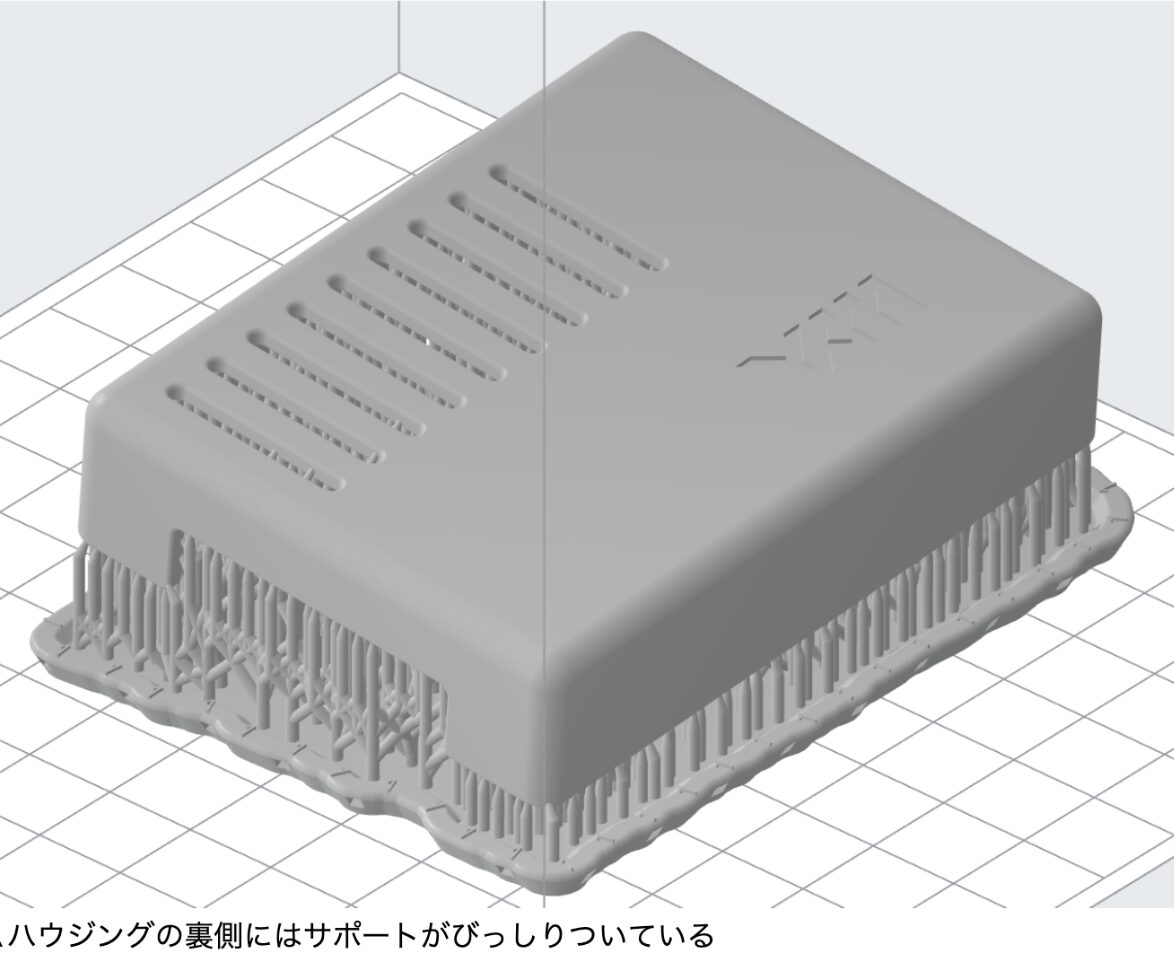
1-4.サポートについて
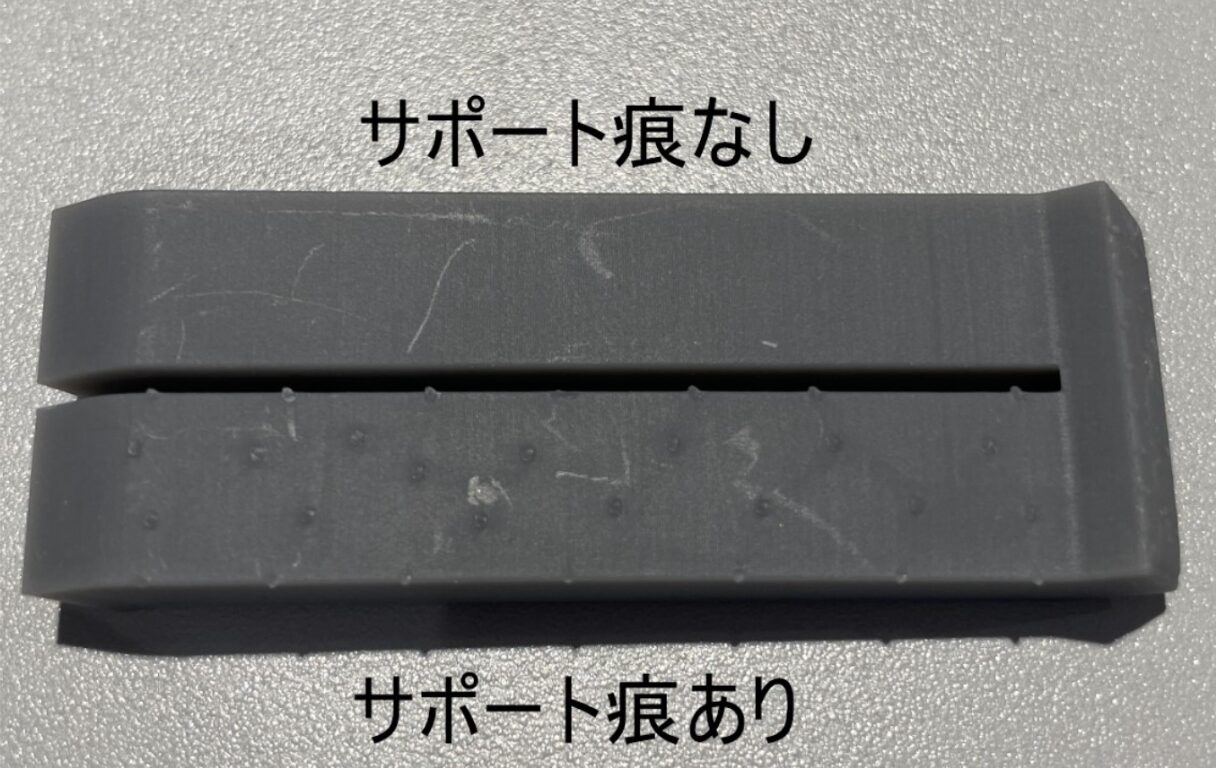
光造形においては多かれ少なかれ、必ずサポートがつくと考えた方が良いでしょう。サポートを外す作業を経験された方はわかるかと思いますが、ニッパーで簡単にとれるとはいえ、結構しんどいです。本来造形したかったモデルにサポート痕が残ります。これは仕方ないことなので諦めましょう。なのできちんと仕上げたい場合、研磨と塗装は必須になってきます。研磨性は良いのでガンガン削ってください。
2.造形失敗と対策
2-1.造形失敗を避けると良いこと
-ランニングコストを抑える
高い材料を大量に使って大型の造形物を出す際、もし失敗したら、例えば材料費3万円のゴミが生まれたりします。悲しいですね。ランニングコスト下げるためにも、知見はどんどん貯めていきましょう。
-開発が早く回せる
「3Dプリンターで試作すると開発サイクルが早くなる」と言われることもありますが、試作する段階に早く着手できるという意味であり、造形する速度が早いということではありません。大きいモデルを造形しようものなら何十時間だってかかることがあります。失敗すれば、また一からやり直し。とてつもない時間が無駄になります。そうならないために、避けるべき形状やルールを覚えておくと良いでしょう。
2-2.よくある造形失敗パターンと解決方法
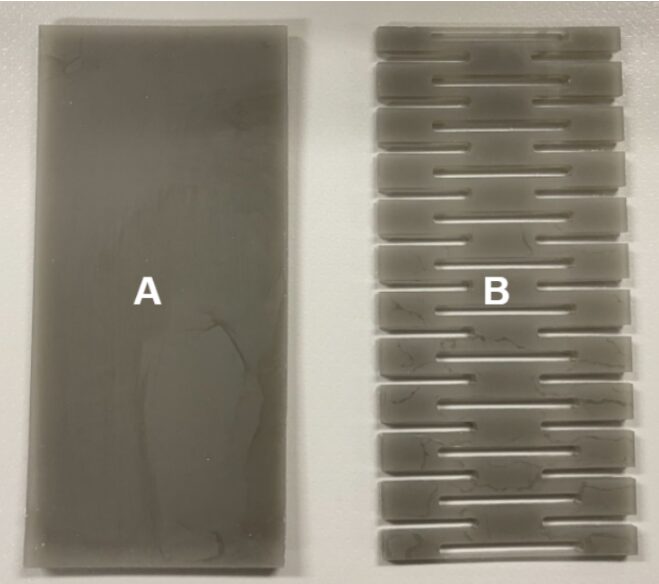
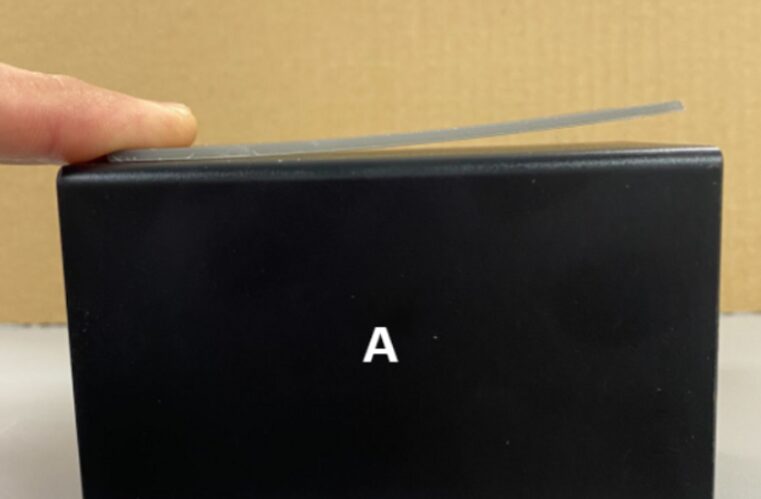
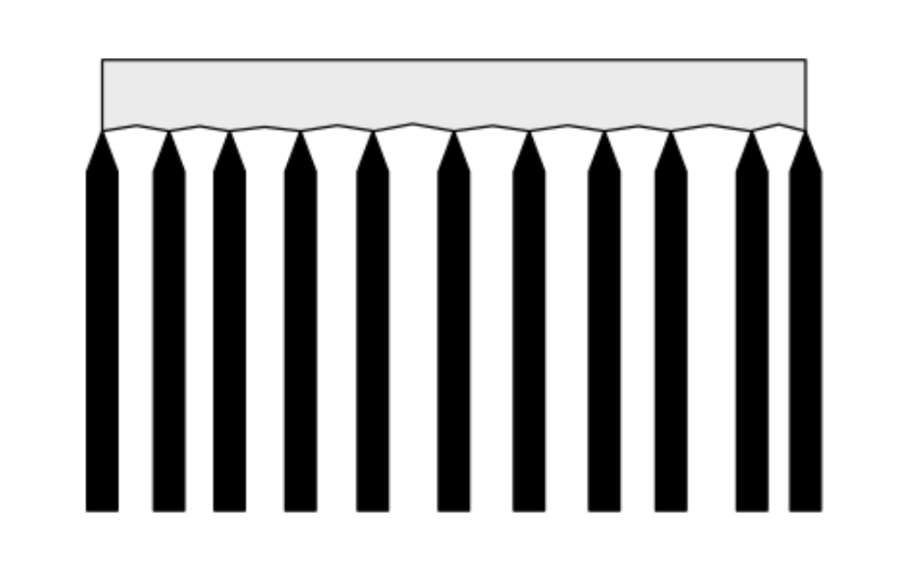
-筐体や薄板形状の歪み
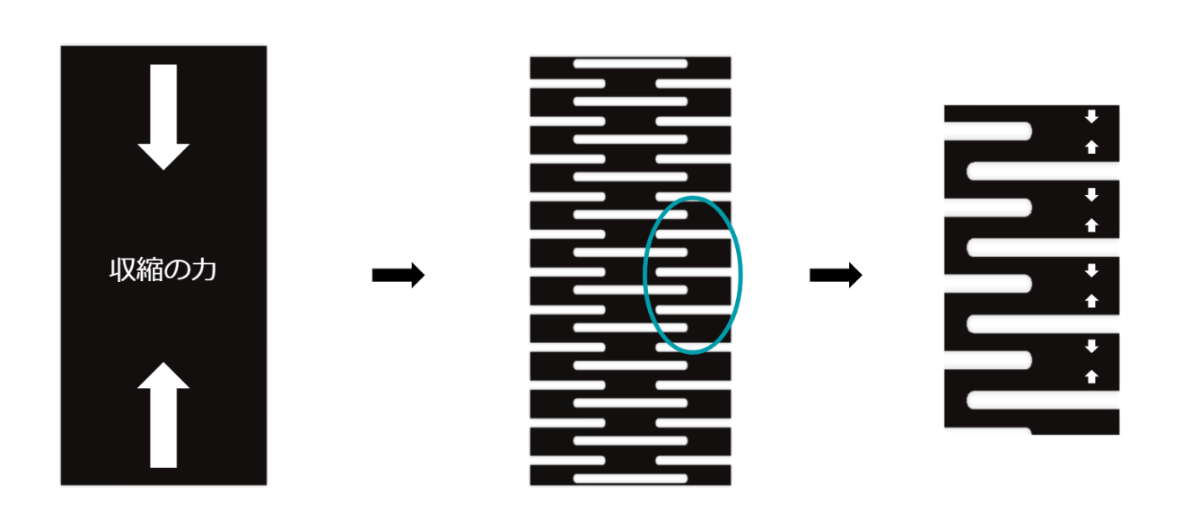
二次硬化後、樹脂の収縮に起因する歪みが発生することがあります。3Dプリンターから取り出したてのものは完全に硬化しておらず、追加で紫外線を照射する必要があり、これを二次硬化といいます。光重合反応の余地があるということは、樹脂の収縮の余地があるということです。これはサポートの付け方や設計の工夫により解決を図ります。
解法1…正攻法ですが、サポートを太くする・数を増やすことで変形を抑えることができます。
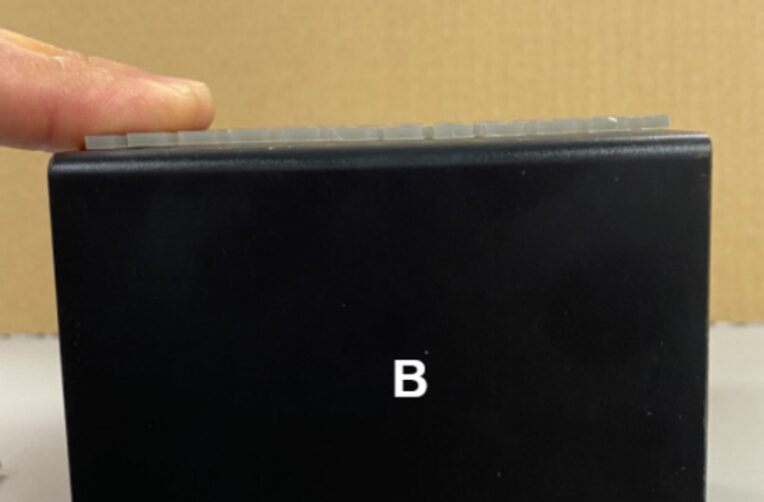
解法2…設計の工夫による解決法です。例えば長方形の板にスリットを入れることで収縮のベクトルを分散させていきます。
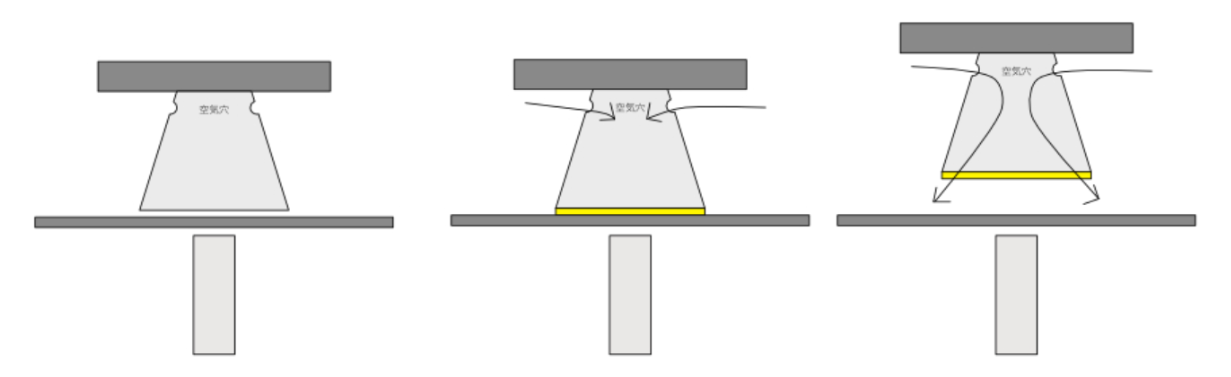
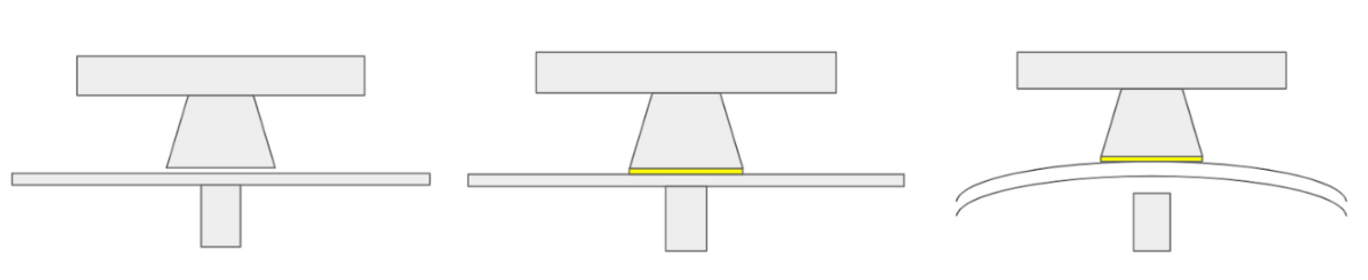
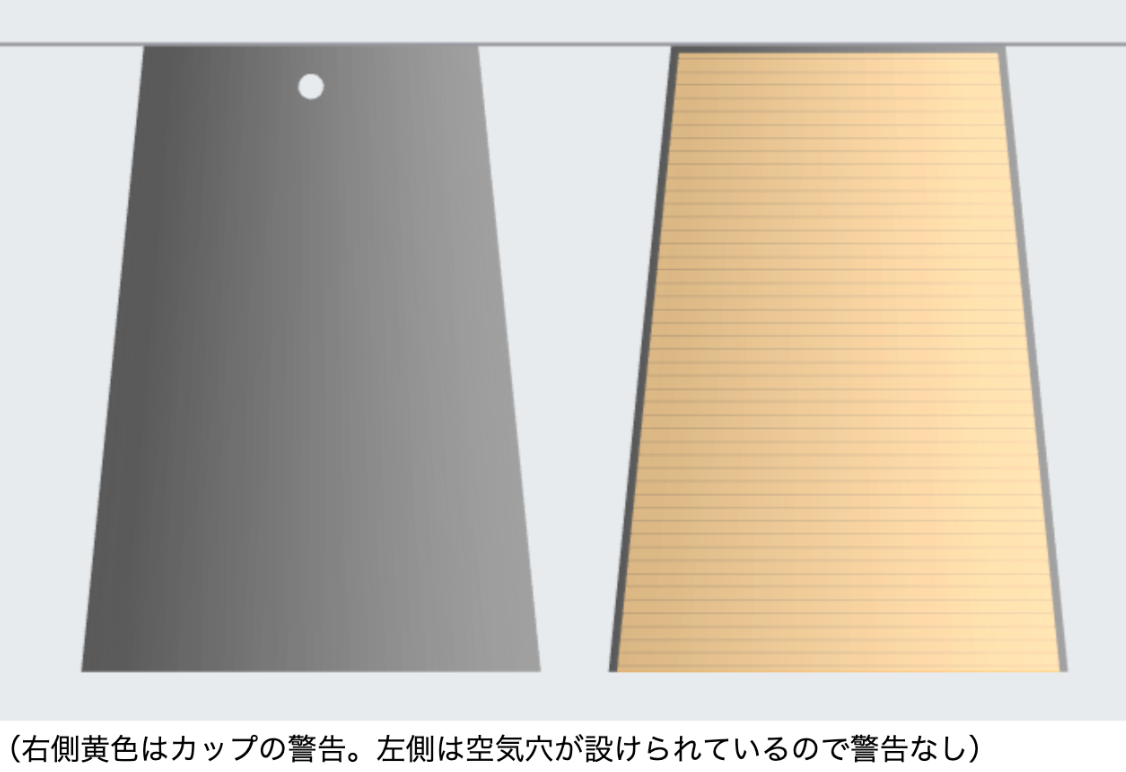
-カップ形状
カップは規制液面法SLAに特有の形状です。液体を硬化させ、上下運動をする光造形方式に固有の問題です。レジンタンクに造形物が吸盤のように張り付き、造形中に造形物が壊れたり、マシンやレジンタンクにもダメージがおよぶ可能性があります。
解決法…空気穴を設ける。穴の直径は1mm以上あれば大丈夫だと思われます。穴には造形した後に接着剤を塗るかレジンを少量塗ってUVランプで固めるなどで対応可能です。
-レジンが抜けない形状
中空構造や、出口のないトンネルをつくると、未硬化レジンが抜けず、未硬化部分と半硬化部分で収縮率に違いが生まれ、造形物が割れてくる可能性があります。レジン抜き用の穴を開けるか、内部に空洞をつくるのはやめましょう。
-水平にする時はゆがむの覚悟で
サポート周辺は歪みや荒れが目立ちますが、その中でも水平部分は特に目立ちます。
なぜ発生するかは、オーバーハングとブリッジに対する考え方が重要です。
(オーバーハングとブリッジはこちらの記事の「3. オーバーハングとブリッジを理解する」をご参照ください)
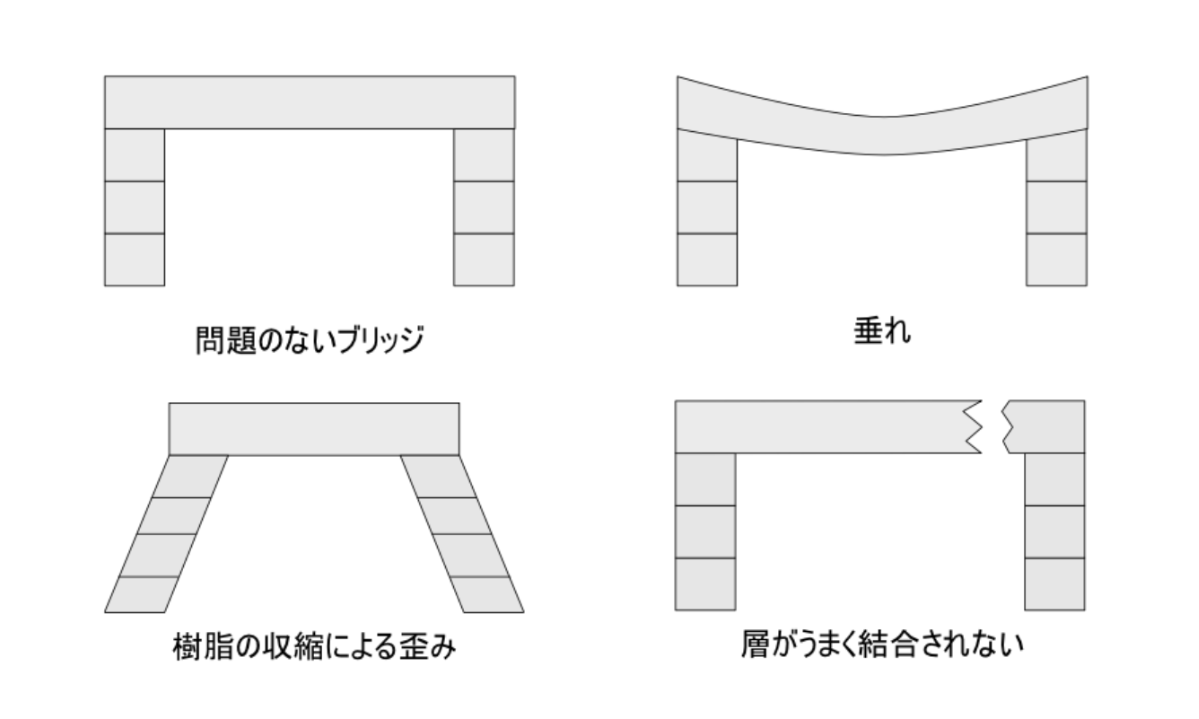
樹脂の変形は様々な要因が考えられます。温度変化や化学反応による樹脂の収縮・新しい層を造形する時にフィルムから剥離する力、重力などです。以下の図においては「垂れ」のパターンにあたります。
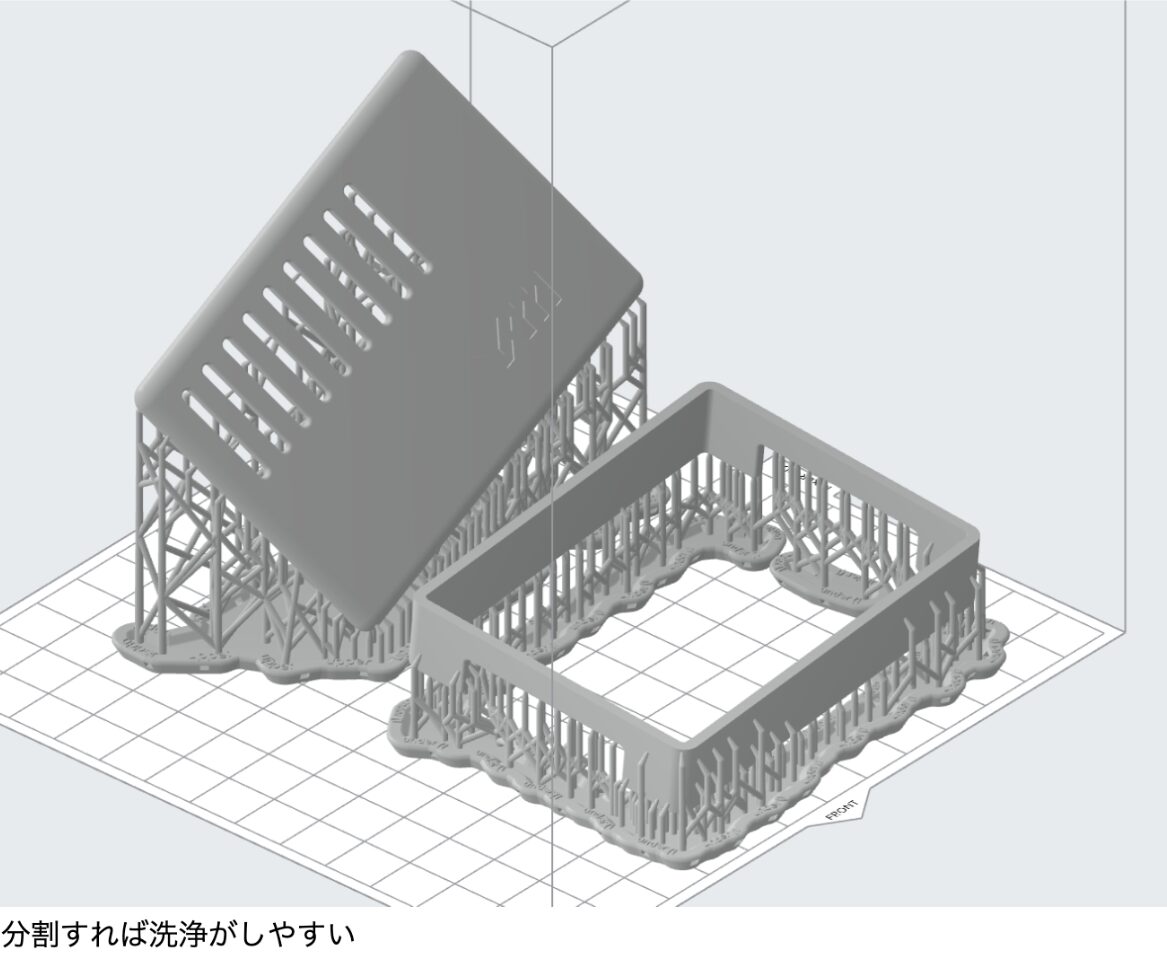
-取りづらいサポート材
複雑形状を一回で造形し切るのは至難の技です。取りはずせない位置にサポートをつけざるを得ないこともあります。そうならないためにも、形状を単純にするか、分割してアセンブリできるように設計しましょう。
-サポートの位置
光造形においてはサポートのつけ方もデザインの一部です。サポート材は必ず取り外しやすい場所、研磨しやすい場所につけましょう。
-サポートの太さ
光造形ではサポートの位置によって歪み方が変わります。特に平面の歪みは目立ちやすいです。工業製品の試作など、平面が多く、とにかく歪ませたくない場合は適度に太いものをつけましょう。逆に表面のディティールを出したい時は細い方が良いです。
-積層ピッチ
積層ピッチの選び方も重要です。光造形の中でも、レーザーで紫外線光を照射するタイプ(SLA)とディスプレイから紫外線光を照射するタイプ(DLPまたはLCD、現在はLCDが主流)の二種類があります。どのように違うのかは以下の記事が参考になります。
https://www.form2.shop/post/20170311-sla-dlp-blog
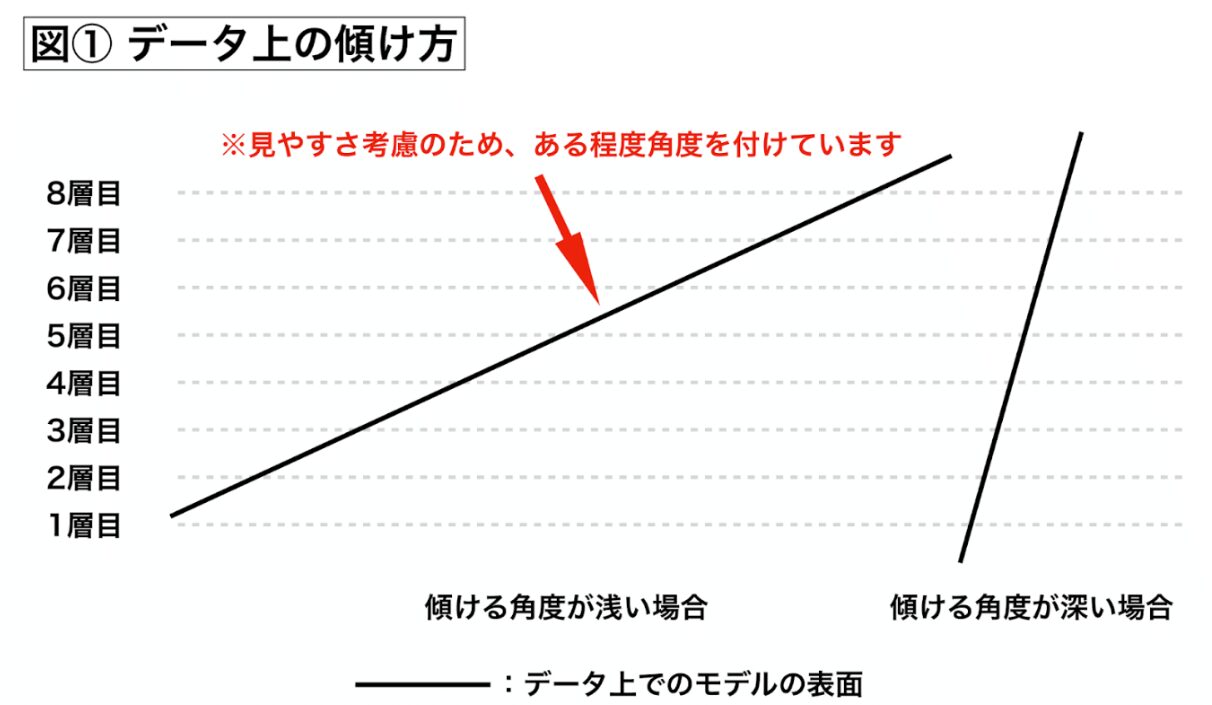
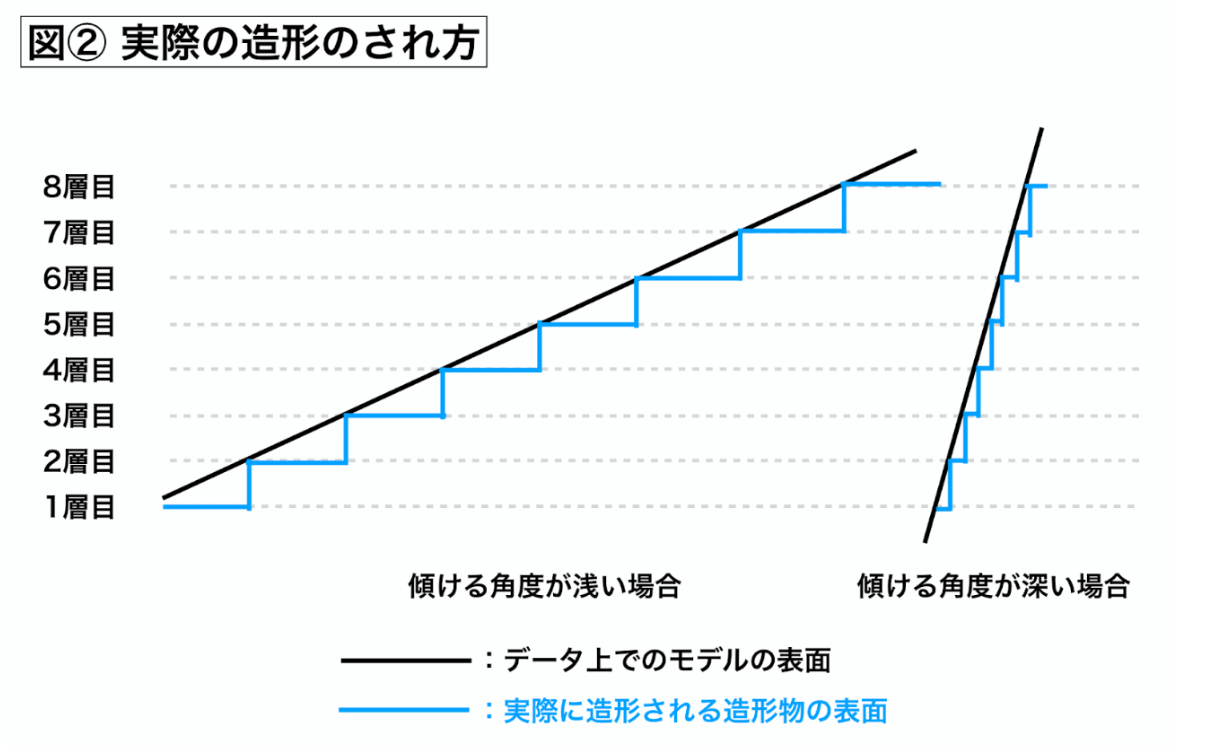
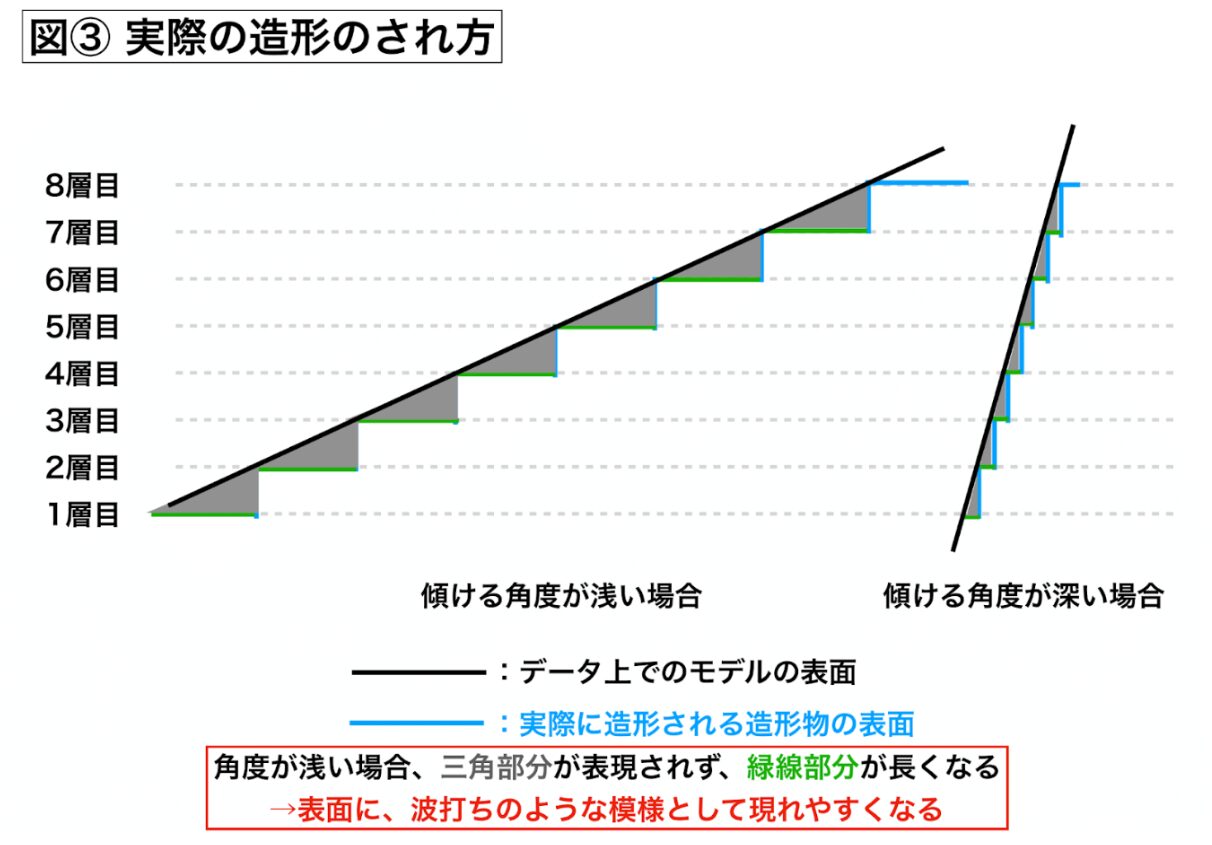
-造形方向と表面の滑らかさの相関
傾けが浅いと積層痕が見えやすく、垂直に近い面は積層痕が見えづらいです。どこを綺麗に見せたいかによって造形角度は変えましょう。
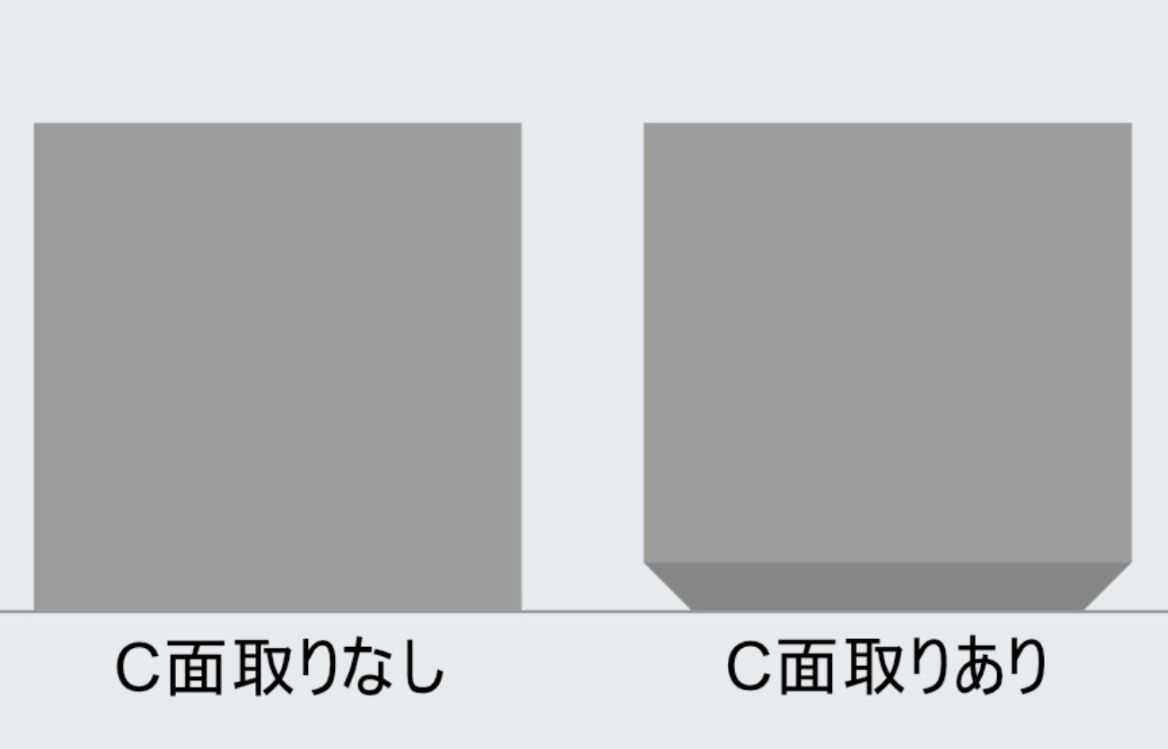
-プラットフォームからはがしやすくするには
プラットフォームとの接地面に面取りをし、はがしやすくしましょう。フィレットでも良いですが勾配が一定なC面取りの方がおすすめです。
工夫すれば一般的な家庭用FDMよりSLAの方が早く造形できます。XY方向の造形速度が速い(レーザー・液晶パネル・プロジェクターを使用する)からです。しかし、傾けないと綺麗に造形できない場合も多く、高さが出てしまうと遅くなります。なので、いかにサポート材を少なく、べた付けを攻略するかが肝心です。
3.光造形方式3Dプリンターの便利な活用方法
-何の試作に向いているのか
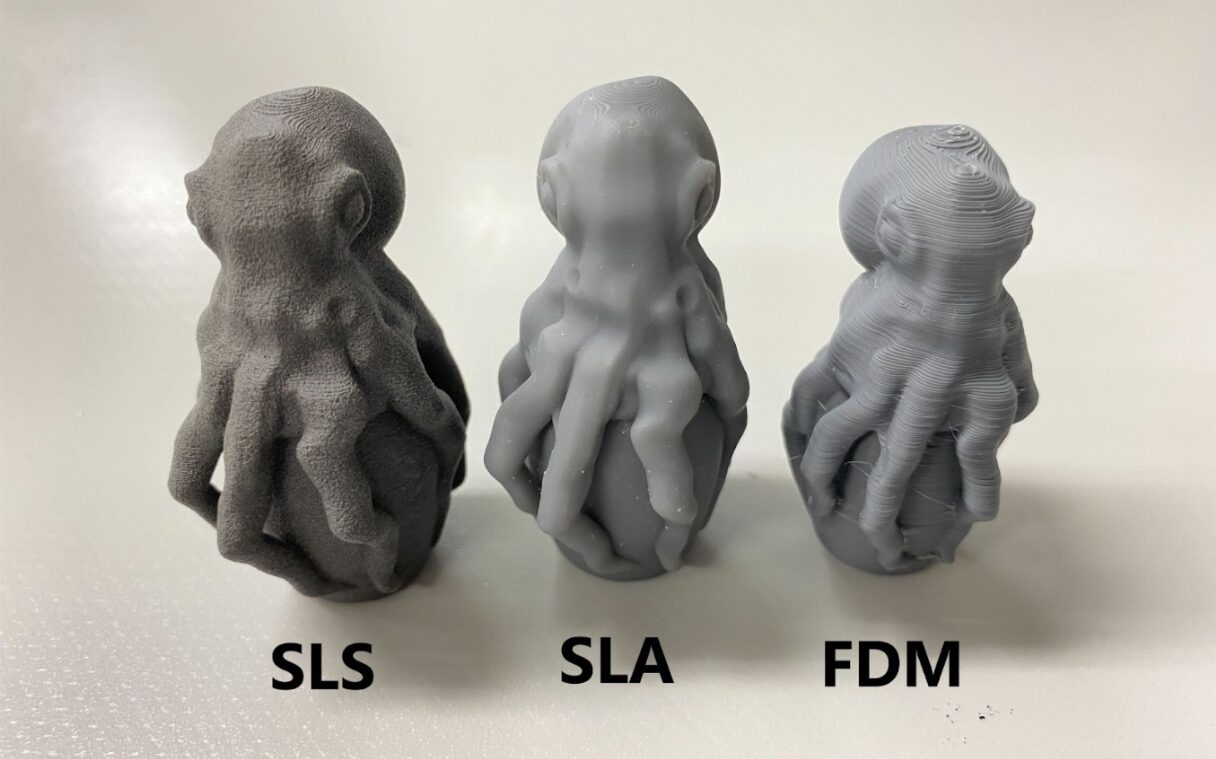
SLAでは切削製品のようなつるっとした滑らかな表面を得られます。これを前提とした製品の開発に利用すれば再現性が高く、とても強力なツールになりうるでしょう。
-弾性変形機構の試作
例えばスナップフィットなど、バネのように変形するものはシミュレーションまたは、設計者の勘で設計される場合があるかと思います。実際に実物をテストしながら設計を詰めていく方が早いこともあるでしょう。光造形の材料というと、いまではPP, ABS, PEに似た物性を持つエンジニアリングレジンが登場しています。とはいえ紫外線に弱かったりもするので、用途を見極めてください。
-型をつくる
SLAで使われる材料は基本的にガラス転移点(TG)が存在しません。つまり、熱を加えても溶けない性質を利用すれば型に応用できます。(熱可塑性は持っているため注意)
射出成形の際、樹脂の流れ方を確認できるというのは非常に嬉しいことです。これは解析ツールを使ってシミュレーションすることもあれば、教育用としてガラス型が使用されることもあります。光造形用材料は金属に代わる樹脂型として使うことができます。しかも透明性のあるレジンを使えば、樹脂の流れを可視化できます。

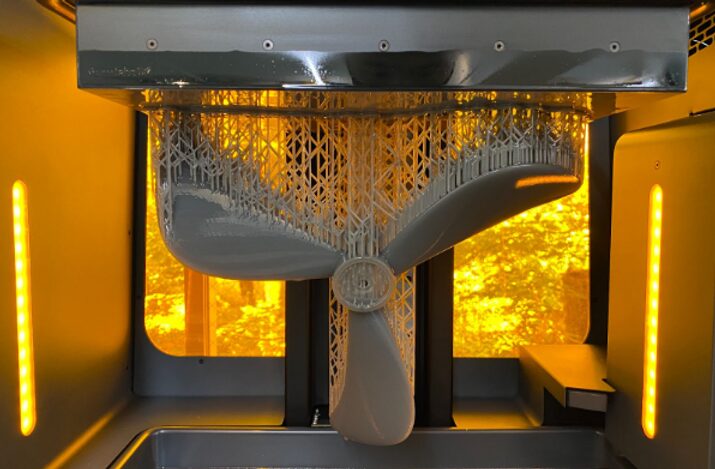
-流れをつくる製品開発に
表面がつるっとしているので、流れをつくる製品には使いやすいと思います。例えばファンのブレード、流路など。

-液体を入れる
SLAは液状の光硬化樹脂を硬化させる造形方法です。なので造形物の水密性はかなりあります。(画像は高透明材料に水を入れたもの)

4.まとめ
まとめるとSLA造形物の特徴は以下となります。
・面粗度が低い(つるっとしている)
・水密性がある
・ガラス転位点がない
・流線形の製品試作
・試作型に使える
・一般的な熱可塑性樹脂に物性が似た材料もある
これらの特性を把握し、良い開発環境の構築を目指しましょう。
お困りの際は弊社にご相談ください。